Our cover article for the February 2018 issue of Process Heating magazine discusses how overall operations are improved when entire plant operation is considered, rather than sub-optimizing choices around air pollution control equipment.
Air pollution control equipment is generally regarded as a non-core operation – and yet another unavoidable cost of doing business. Often, companies focus on air pollution control independently from their production processes and only evaluate their technology’s energy efficiency while meeting the target emission levels. If, however, air pollution equipment was judiciously evaluated throughout the entire operation, companies could improve their processes and achieve better long-term operating and economic results, including positively impacting their facility energy requirements.
System aspects that should not be overlooked when assessing air treatment equipment include:
Its suitability with the characteristics of the exhaust gas.
Its reliability and maintenance.
The degree of equipment automation.
Possible effects of it on production processes.
Opportunities to integrate this equipment with other process heating requirements.
Careful consideration of these specific attributes can yield opportunities to optimize facility performance.
Many industrial processes involve a heating stage during production that generates an exhaust gas containing Volatile Organic Compounds (VOCs) or other pollutant that must be treated prior to its discharge into the atmosphere. Thermal oxidation of VOCs to less harmful carbon dioxide and water occurs at elevated temperatures – generally between 1250 – 1650 °F (676 and 899°C) – to achieve target air emission requirements. Standard air abatement equipment used to destroy VOCs (and odor, for that matter) includes:
Each pollution control device has strengths and weaknesses, which depend upon the application and the process conditions for which it’s used. When evaluating the necessity of meeting air permit requirements in relation to production requirements, new and different solutions may materialize.
Usually, the temperature required to operate pollution control equipment is significantly higher than the temperature for heating processes required in a plant’s production. Herein lies an opportunity to improve overall facility results that is often overlooked.
When the entire facility is considered – including the air pollution control equipment – the possible energy savings opportunity can be estimated by considering how much energy is leaving the facility through the exhaust stacks relative to the energy requirements to operate the facility. In other words, operations that discharge large amounts of heat into the atmosphere – as would be the case if employing an enclosed flare or direct fired oxidizer – could instead recover some of that heat and utilize it somewhere in the main production process or facility. This improves efficiency and reduces energy consumption.
Using Recovered Energy to Preheat Fresh Air
One way to achieve this is to use secondary heat recovery from a recuperative oxidizer to preheat fresh air for other processes in the facility. The following case illustrates the execution of this approach.
An animal feed-products manufacturer had to increase production capacity in its Midwest facility to meet an increase in demand. New air pollution control equipment was required to effectively reduce odors in 40,000 SCFM of VOC-laden process air, generated in the production of animal supplements.
Energy consumption, and long term reliability and maintenance were seriously considered in the equipment selection and design. A high-efficiency recuperative thermal oxidizer was appropriate in order to increase on-stream time and reduce maintenance.
This equipment accomplishes energy recovery by using a heat exchanger – typically shell and tube design – to transfer some of the heat exiting the reactor, to preheat the process gas prior to entering the recuperative thermal oxidizer. The primary heat exchanger was economical at between 50 to 80 percent thermal efficiency. With the opportunity to preheat incoming process air, a recuperative thermal oxidizer’s steady operation and flexibility of design and control allow it to become a more integral part of a production process.
Furthermore, a secondary heat exchanger was incorporated with the recuperative thermal oxidizer to preheat fresh air for use in the process dryers. By integrating automated controls on the heating air for these dryers, the target temperature of the dryer air is consistently maintained – as was product quality.
The animal-feed-products manufacturer also incorporated several other energy saving features into the system. They included proportioning air-to-fuel valves on the gas train and high efficiency fans with variable-frequency drives.
Other oxidizer technologies that have higher energy-efficiency ratings in isolation — including catalytic and regenerative oxidation systems — were not appropriate for this application due to the particulates present in the airstream. Overall, the system was designed to reduce fuel consumption by more than 50 percent compared to a typical recuperative thermal oxidizer of the same size.
Using Available Energy for Process Ovens
Another example of air pollution equipment being carefully evaluated with the overall production process occurred at a coil-coating facility in Texas. Air pollution- control equipment was required to treat approximately 45,000 scfm of VOC laden gases at a minimum of 90 percent destruction efficiency. The exhaust exited the process ovens at 530°F (277°C). Also, it was necessary to raise the gas temperature to 1500°F (815°C) in the presence of oxygen to achieve the targeted environmental requirements. Important goals included that the equipment be designed for reliable long-term industrial use, low maintenance and reduced energy consumption — with no impact on the production process.
In this case, a sub-optimal solution would have been to incorporate a high efficiency regenerative thermal oxidizer (RTO) at the end of pipe. Although a regenerative thermal oxidizer has great thermal efficiency, backpressure fluctuations on the process due to poppet-valve and airflow changes — along with higher maintenance concerns — made it less than ideal to meet the objectives. Additionally, regardless of the thermal efficiency, the exhaust from the regenerative thermal oxidizer would contain significant energy because the temperature into the system was 530°F (277°C).
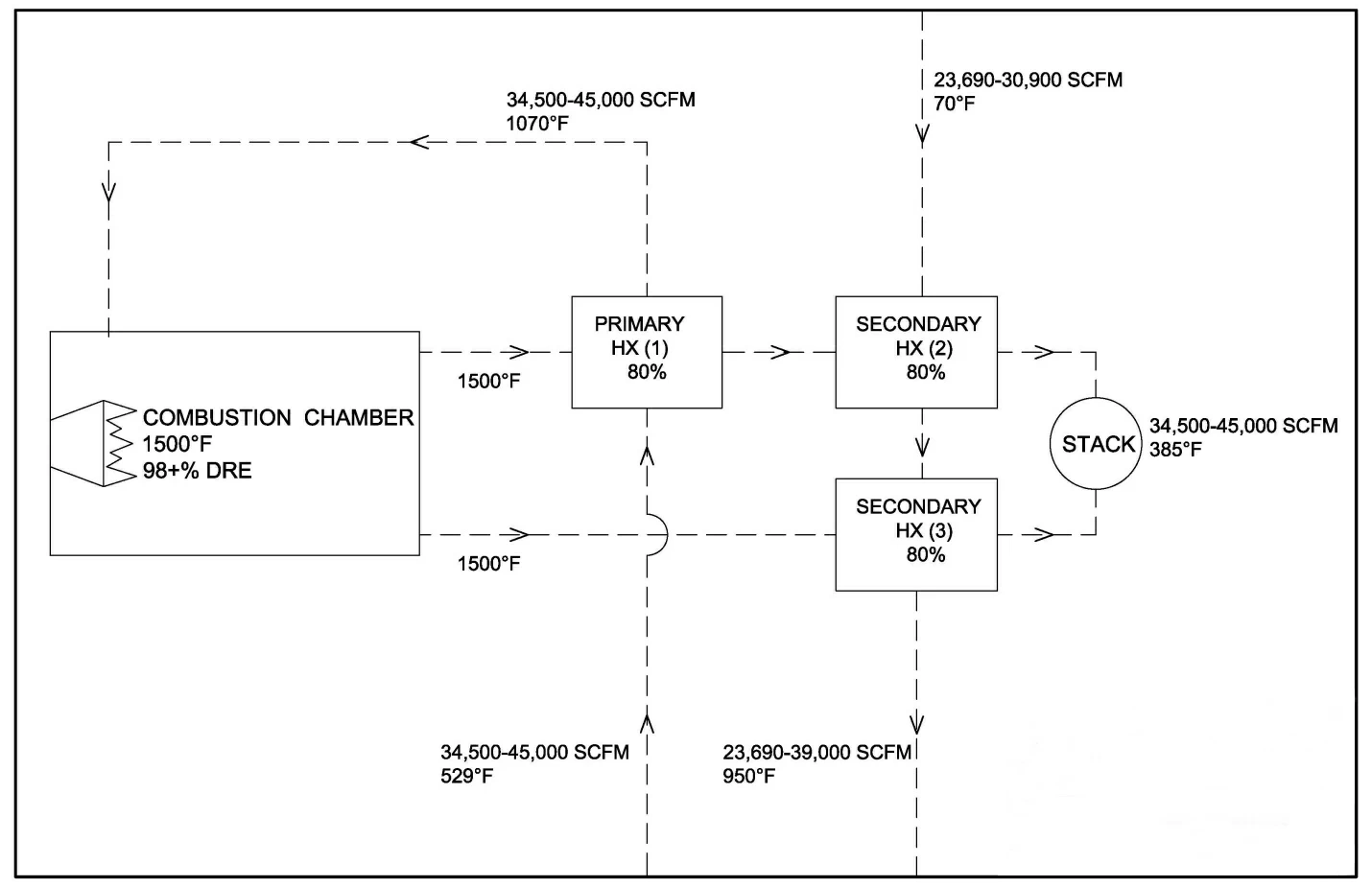
In this scenario, the design team determined that a recuperative thermal oxidizer with parallel heat exchangers would best meet the operational and environmental objectives. Such a system uses the available energy to preheat incoming fresh air to provide 950°F (510°C) air to the process ovens. For the coil coater, this eliminated the need for additional heating with oven burners. Figure 1 below, depicts how this is accomplished.
The secondary heat exchanger, having an efficiency of 80 percent, was used to preheat fresh air for the oven while the primary heat exchanger, also at 80 percent efficiency, utilizes the remaining available energy to preheat the incoming waste gas stream to the oxidizer.
The solution provides stable flows, pressures and temperatures throughout the system and, in terms of maintenance, is the least demanding. Finally, the parallel heat exchanger design allows for significant process flexibility in terms of flow-rate changes, ambient temperature changes and future temperature setpoint changes, should they be required. This design can track to the 950°F (510°C) preheated fresh air setpoint or any new setpoint, which is an advantage over having the heat exchangers arranged in series.
Using Energy From Exhaust for Process Boilers
Another possible implementation for facility optimization is using the exhaust from the air-abatement equipment as an input into a boiler system. It was necessary for a manufacturer of animal-feed supplements in South Dakota to treat process exhaust for odors prior to discharge from the facility. The process flow was 5,000 scfm, ranged from 200 to 270°F (93 to 132°C), and contained particulate and condensable materials.
The design team for the pollution control technology determined the best technology for long-term industrial use in this case was a direct-fired oxidizer. Other systems such as a regenerative thermal oxidizer would have increased downtime and required higher maintenance due to sensitivity to particulate and condensable materials in the stream.
Compared to alternative thermal treatment options, the penalty for a direct-fired oxidizer is high gas consumption. The exhaust from a 5,000-scfm direct-fired oxidizer at around 1500°F (815°C) leaves the facility with energy of about 13.5 million BTU/hr — a current value estimated at about $340,000 per year for continuous operations. The addition of a heat exchanger to preheat the exhaust before entering the oxidizer is one option that recaptures some of the energy. When considering other facility energy requirements, however, the opportunity to use this heat in the boiler rather than discharging directly to atmosphere allows for even-higher energy recovery and lower overall facility energy requirements.
In summary, improved overall operating results are attainable by considering the entire plant operation rather than sub optimizing choices around the pollution control equipment. Though considering the overall facility and process heating requirements when selecting air pollution equipment is often overlooked, there are benefits to this approach.
Secondary heat recovery from thermal oxidizers can be used to preheat incoming process air. Equipment can be completely integrated with production and eliminate the need for auxiliary heat for process ovens. The exhaust may even be used in equipment such as boilers. By taking a holistic view of the entire facility, it is possible to develop and execute creative concepts and solutions that reduce overall energy consumption and improve plant operability.
Wondering how you can improve your manufacturing processes to be more efficient? This article lays out 5 painless tips to help you greenify your industrial operations.
Our technical services group's article in the February 2020 issue of Process Heating Magazine presents five critical reasons why you should consider upgrading the control system on your air pollution control equipment.